镀锌C型钢市场跌幅较上周有所收窄
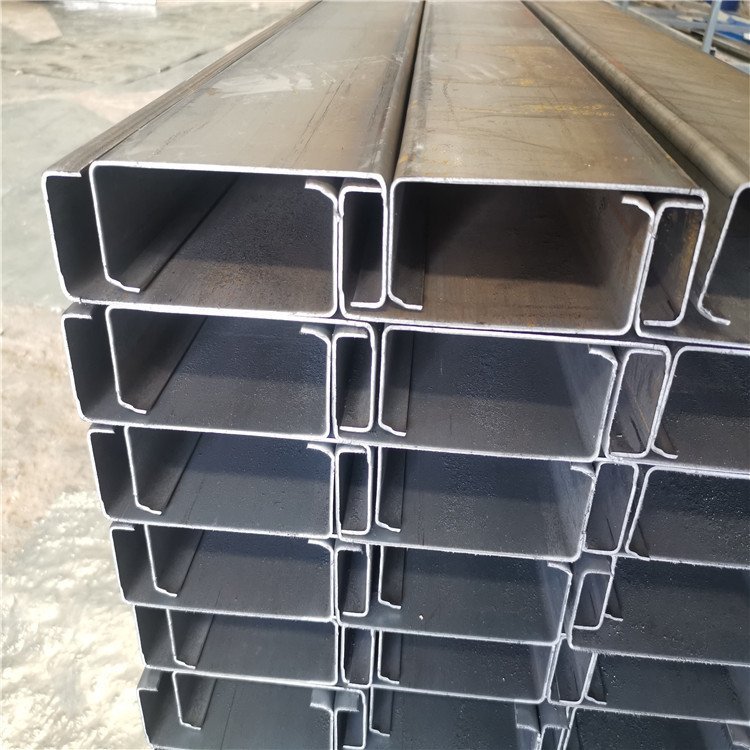
本周镀锌C型钢市场价格走势延续下跌,跌幅较上周有所收窄.镀锌C型钢价格下跌14元/吨,厂内库存维持低位,社库小幅回升,市场成交放量。镀锌C型钢价格下跌63元/吨,成交小幅收缩,钢坯价格涨跌互现,管厂开工小幅增长,出货价整体下调。
镀锌C型钢http://www.bxgtgc.com
上一篇: C型钢厂家价格动荡
下一篇: C型钢檩条本周行情总结及下周建议